Микрометр. Характеристики. Виды.
Микрометр – профессиональный измерительный инструмент, который предназначается для измерения изделий малого размера. Микрометр — высокоточный прибор, преобразовательным механизмом в котором служит микропара – так называемые винт и гайка, которые и помогают достичь такой высокой точности. Как и штангенциркули, микрометры различают по видам:
— В зависимости от конструктивных особенностей: ручные и настольные,
Наиболее распространенным является гладкий микрометр, который конструктивно состоит из скобы, которая оборудована «пяткой», подвижного винта с точной резьбой, трещотки, а также втулки-стебля, на которую нанесены две шкалы. На верхней шкале размер указывается в миллиметрах, на нижней – в половинах миллиметра. На конической части барабана нанесены деления для отсчёта сотых долей миллиметра (рисунок 1).
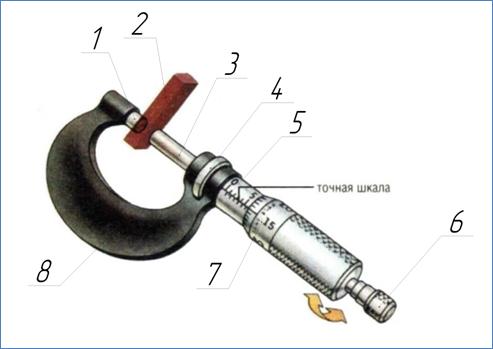
1 – неподвижный упор («пятка»); 2 – измеряемый предмет; 3 – подвижный шпиндель (микрометрический винт); 4 – кольцевая гайка; 5 – полый стебель; 6 – винт трещотки; 7 – барабан (гильза); 8 – скоба.
Измеряемый предмет помещается между винтом и пяткой, после чего фиксируется в неподвижном состоянии, путем вращения винта. Именно благодаря трещетке, создается осевое усилие, которое и удерживает предмет между пяткой и шпинделем. Показания снимаются сперва по шкале стебля, а после по шкале барабана, затем полученные значения измерений складывают и получают результат.
Продлить срок эксплуатации микрометра возможно только с соблюдением правил использования и хранения прибора. Нельзя измерять грубо обработанные детали и поверхности, покрытые окалиной или металлической пылью. Точность показаний измерений зависит от температуры. При работе с нагретыми предметами показания будут неточными. Вращать барабан трещотки следует медленно и очень аккуратно, для предотвращения преждевременного износа винта. Хранить микрометр необходимо в деревянном футляре, предварительно смазав прибор техническим маслом и ослабив стопоры.
Точность измерений – это залог успеха при производстве мелких деталей или небольших комплектующих, а также при изготовлении «пилотных» образцов и штучном, единичном производстве.
Микрометры должны производиться в соответствии с ГОСТ 6507-90, по которому микрометры делятся на следующие типы:
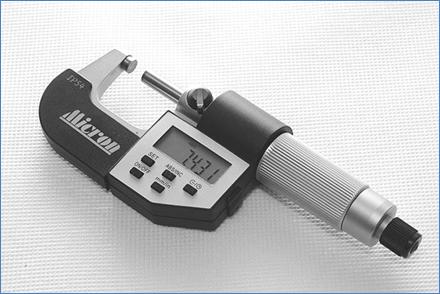
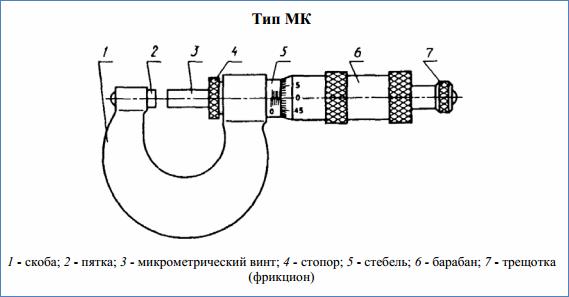
1) Микрометр гладкий МК — данный микрометр используется для измерения наружных размеров изделий (Рисунок 3);
2) Микрометр листовой МЛ — листовой с циферблатом микрометр используется для измерения толщины металлических листов и лент (Рисунок 4);
3) Микрометр трубный МТ — используется в качестве измерительного прибора для определения толщины стенки труб (Рисунок 5).
4) Микрометр зубомерный МЗ – данный микрометр используется для измерения длины общей нормали зубчатых колес с модулем от 1 мм (Рисунок 6);
5) Микрометрическая головка МГ – данный вид микрометра служит для измерения перемещения (Рисунок 7);
6) Микрометр проволочный МКД (МП) – используется при измерениях толщины проволоки, а также диаметра шариков (например шариков подшипников) (Рисунок 8).
Помимо описанных в ГОСТ, существуют и другие микрометры, такие как, например микрометр рычажный МР — в основе принципа действия которого лежит механизм измерения линейных размеров методам сравнения и оценки (Рисунок 9). Модификацией такого микрометра является модель МРИ. Также бывают призматические микрометры (серия МТИ, МПИ, МСИ), канавочные, микрометры резьбомерные и прочие.
- › Глубиномеры
- › Индикаторы часового типа, измерительные головки
- › Микрометры, скобы, стенкомеры, толщиномеры
- › Метрологическое оборудование
- … Калибры
- … Линейки
- … Меры длины
- … Плиты поверочные и разметочные
- … Приборы и стенды
- … Угольники
- … Кольца образцовые
- › Нутромеры
- › Приборы и приспособления для железных дорог
- … Скобы
- … Стенды
- … Шаблоны
- › Угломеры
- › Штангенинструмент
- › Прочее оборудование
- › Снятые с производства